

Ultrasonic Testing (UT) is a widely used Non-Destructive Testing (NDT) method for detecting internal flaws in materials, components, and structures. Ultrasonic refers to sound waves beyond the human audible range, typically above 20 kHz. In UT, sound frequencies ranging from 0.5 MHz to 25 MHz are used to inspect metals, ceramics, glass, composites, and other engineering materials.
When ultrasonic waves travel through a material, they lose energy (attenuation) based on the material’s characteristics. The intensity of these waves is measured after they reflect off internal flaws or interfaces or pass through to the opposite surface of the specimen (through transmission). The reflected waves are analyzed to determine the presence, size, and location of flaws.
The degree of wave reflection depends on the physical properties of the interface:
- Metal-Gas Interfaces: Nearly complete reflection occurs.
- Metal-Liquid or Metal-Solid Interfaces: Partial reflection takes place.
Ultrasonic Testing offers superior penetration capability compared to radiography, detecting flaws at depths of up to 5 meters in steel. UT is highly sensitive to even small defects and allows for precise determination of the location and size of discontinuities.
Common Applications:
Ultrasonic Testing is extensively used for inspecting:
- Castings
- Rolled bars and plates
- Forgings and thin sheets
- Extruded and drawn components
- Welds
- Thickness reduction in pipes, vessels, and other components
 (MPI) is a Non-Destructive Testing (NDT) method used to detect surface and near-surface discontinuities in ferromagnetic materials, such as iron, nickel, cobalt, and their alloys. The process works by introducing a magnetic field into the test part, which can be magnetized using two methods: direct or indirect magnetization.
(MPI) is a Non-Destructive Testing (NDT) method used to detect surface and near-surface discontinuities in ferromagnetic materials, such as iron, nickel, cobalt, and their alloys. The process works by introducing a magnetic field into the test part, which can be magnetized using two methods: direct or indirect magnetization.
- Direct magnetization occurs when an electric current is passed directly through the test object, generating a magnetic field within the material.
- Indirect magnetization involves applying a magnetic field externally without passing current through the object.
In both methods, the magnetic lines of force run perpendicular to the electric current, which may be either Alternating Current (AC) or a form of Direct Current (DC) (rectified AC).
If there is a surface or subsurface discontinuity in the material, the magnetic flux will leak because air cannot hold as much magnetic field strength as the surrounding metal. To identify these areas, ferrous iron particles—either in dry form or suspended in a liquid—are applied to the part.
When flux leakage occurs, the particles are drawn to these areas, accumulating to form an indication. This indication highlights the discontinuity and can then be analyzed to determine its nature, possible causes, and necessary corrective actions, if any.
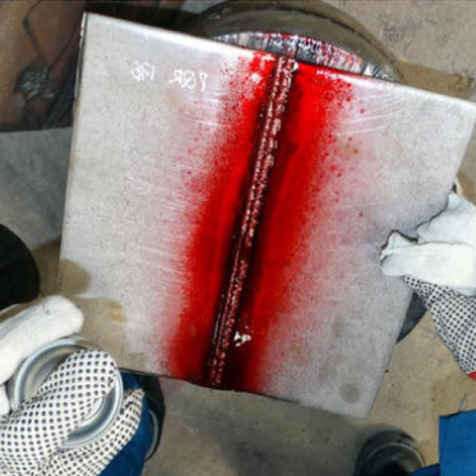 Dye Penetrant Testing (DPT), also known as Liquid Penetrant Inspection (LPI), is a highly reliable method for detecting surface defects and discontinuities in non-porous materials. This method is particularly effective for testing non-magnetic materials.
Dye Penetrant Testing (DPT), also known as Liquid Penetrant Inspection (LPI), is a highly reliable method for detecting surface defects and discontinuities in non-porous materials. This method is particularly effective for testing non-magnetic materials.
In the DPT method, a liquid penetrant (dye) is applied to the surface of the material and allowed to dwell for a specified time, as per relevant codes, standards, or specifications. After the dwell time, any excess penetrant is carefully removed from the surface. The surface is then dried, and a developer is applied. The developer draws out the penetrant trapped in surface discontinuities, revealing their presence, location, size, and nature.
There are two main types of penetrants used in this method:
- Visible Dye Penetrants: Inspected under white light.
- Fluorescent Dye Penetrants: Inspected under high-intensity ultraviolet (UV) light (or black light) in darkened conditions.
This straightforward yet effective technique ensures accurate identification of even minute surface defects, making it a critical process in quality control and inspection.
 PMI Testing (Positive Material Identification) is a non-destructive testing method used to verify the chemical composition of metals and alloys. It ensures that the material conforms to the specified grade and quality standards, which is critical for maintaining safety and performance in industrial applications.
PMI Testing (Positive Material Identification) is a non-destructive testing method used to verify the chemical composition of metals and alloys. It ensures that the material conforms to the specified grade and quality standards, which is critical for maintaining safety and performance in industrial applications.
In PMI testing, specialized equipment, such as X-ray fluorescence (XRF) or optical emission spectroscopy (OES) analyzers, is used to identify the elements present in the material. This method provides quick and reliable results, making it ideal for:
- Material verification during manufacturing and installation.
- Sorting alloys to ensure proper usage in critical components.
- Detecting material mix-ups to prevent failures or defects.
PMI Testing is widely used across industries such as oil & gas, aerospace, pharmaceuticals, power generation, and construction, where material integrity is of utmost importance.
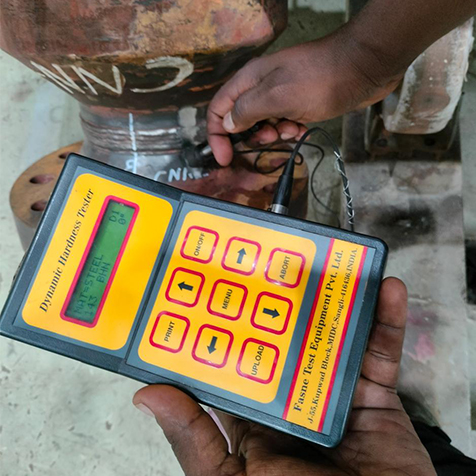 Hardness Testing is a non-destructive or minimally destructive method used to determine a material’s resistance to deformation, penetration, or indentation under applied force. It is a crucial test for evaluating the mechanical properties of metals, alloys, and other materials, ensuring their strength, durability, and suitability for specific applications.
Hardness Testing is a non-destructive or minimally destructive method used to determine a material’s resistance to deformation, penetration, or indentation under applied force. It is a crucial test for evaluating the mechanical properties of metals, alloys, and other materials, ensuring their strength, durability, and suitability for specific applications.
Several methods are commonly used for hardness testing, including:
- Brinell Hardness Test (BHN): Measures hardness by pressing a steel or carbide ball into the material’s surface under a specified load.
- Rockwell Hardness Test (HR): Determines hardness by measuring the depth of penetration using a steel or diamond cone.
- Vickers Hardness Test (VHN): Uses a diamond-shaped indenter to measure very small and thin materials.
- Mohs Hardness Test: Determines scratch resistance by comparing materials against a standard scale.
Applications:
- Quality Control: Ensures materials meet hardness specifications for intended use.
- Material Selection: Helps in choosing appropriate materials for critical applications.
- Failure Analysis: Identifies causes of material wear, deformation, or failure.
Hardness testing is widely used in industries such as automotive, aerospace, construction, manufacturing, and metallurgy to guarantee material reliability and performance.
 Ultrasonic Thickness Testing (UTT) is a non-destructive testing (NDT) method used to measure the thickness of materials such as metals, plastics, composites, and ceramics. It is commonly employed to detect corrosion, erosion, or material thinning in industrial components without causing damage.
Ultrasonic Thickness Testing (UTT) is a non-destructive testing (NDT) method used to measure the thickness of materials such as metals, plastics, composites, and ceramics. It is commonly employed to detect corrosion, erosion, or material thinning in industrial components without causing damage.
How It Works:
Ultrasonic Thickness Testing uses high-frequency sound waves transmitted through the material. The time taken for the sound wave to reflect back from the opposite surface is measured to calculate the material’s thickness accurately.
Advantages:
- Non-destructive: No damage to the material being tested.
- Accurate and Reliable: Provides precise thickness measurements.
- Wide Applicability: Suitable for various materials and complex geometries.
- Quick and Efficient: Enables on-site testing with portable equipment.
Applications:
- Corrosion Monitoring: Detects thinning in pipes, tanks, and structural components.
- Quality Assurance: Ensures uniform thickness during manufacturing.
- Aerospace and Automotive Industries: Verifies material integrity for safety-critical parts.
- Marine and Oil & Gas Sectors: Assesses thickness in ships, platforms, and pipelines.
Ultrasonic Thickness Testing is essential for ensuring structural integrity, improving safety, and extending the service life of critical components.